Анодирование металла в домашних условиях
Содержание:
- Введение.
- Способы анодирования алюминия
- Что такое анодирование
- Холодное анодирование
- Завершающий этап
- О меднении
- Анодирование в хромовой кислоте
- Анодирование в домашних условиях
- Применение анодированного алюминия
- Анодирование в домашних условиях
- Технология анодирования металла и ее особенности
- Как улучшить сцепление покрытий на алюминии с использованием цинкатного подслоя?
- Цветное анодирование
- Для чего анодируют алюминий и как его применяют
- Органическое окрашивание
Введение.
Общие подготовительные операции при обработке поверхности алюминия (деформируемые и в некоторых случаях литейные сплавы) заключаются в совмещенном обезжиривании, травлении и осветлении. Данные операции могут выполняться однократно, либо последовательно двукратно. Перед последующим анодированием и оксидированием такой подготовки вполне достаточно, но перед гальванической или химической металлизацией потребуется дополнительная обработка, исключающая мгновенное образование при промывке на алюминии тончайшей оксидной пленки. Наиболее надежный способ для достижения этого — цинкатная обработка.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.
Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Что такое анодирование
 Как анодировать алюминий? Анодирование- это такой процесс, при котором получают слой оксидной пленки на поверхности алюминиевой детали. В электрохимическом процессе покрываемая деталь играет роль анода, поэтому процесс и называется анодированием. Самый распространенный и простой способ – в разбавленной серной кислоте под воздействием электрического тока. Концентрация кислоты до 20 %, сила постоянного тока 1,0 – 2,5 А/дм 2, переменного – 3,0 А/дм 2, температура раствора 20 — 22 °С.
Как анодировать алюминий? Анодирование- это такой процесс, при котором получают слой оксидной пленки на поверхности алюминиевой детали. В электрохимическом процессе покрываемая деталь играет роль анода, поэтому процесс и называется анодированием. Самый распространенный и простой способ – в разбавленной серной кислоте под воздействием электрического тока. Концентрация кислоты до 20 %, сила постоянного тока 1,0 – 2,5 А/дм 2, переменного – 3,0 А/дм 2, температура раствора 20 — 22 °С.
Раз есть анод, должен быть катод. В специальной гальванической ванне, где происходит процесс анодирования, детали-аноды закреплены или подвешены посредине. По краям ванны размещаются катоды – пластины свинца или химически чистого алюминия, причем площадь поверхностей анодов должна примерно соответствовать площади катодов. Между катодами и анодами должен обязательно находиться свободный довольно широкий слой электролита.
Подвески, на которых крепятся покрываемые детали, желательно выполнять из того же материала, из которого изготовлены аноды. Не всегда это возможно, поэтому допускаются алюминиевые или дюралевые сплавы. В местах крепления анодов должен быть обеспечен плотный контакт. Места креплений остаются непокрытыми, поэтому для декоративных изделий эти места необходимо выбирать и оговаривать в технологическом процессе. Подвески не снимаются при промывке и последующем хроматировании, они так и остаются на деталях до окончания всего процесса.
После извлечения из анодной ванны детали промывают в проточной воде, затем нейтрализуют в отдельной ванне с 5-процентным раствором аммиака и снова промывают в водопроводной воде.
Пленка станет более прочной, если провести дополнительно финишную обработку. Лучше всего это сделать в растворе бихромата калия (хромпик) концентрацией примерно 40 г/л при температуре около 95 °С, в течение 10–30 минут. Детали в конце приобретают оригинальный зеленовато-желтый оттенок. Таким образом достигается анодная защита от коррозии.
Холодное анодирование
Технология холодного нанесения анодного слоя предусматривает обработку алюминия при температуре от -10 до +10 °C. Качество металла, обработанного таким образом, несравненно выше, чем при тёплом анодировании.
Алюминий получает отличные физические характеристики:
- высокую прочность.
- малую скорость растворения слоя.
- большую толщину плёнки.
При холодном анодировании нужно обязательно осуществить следующие процедуры:
- обезжиривание обрабатываемой поверхности.
- помещение детали на подвеску.
- анодирование до получения плотного оттенка.
- промывка в воде с любой температурой.
- закрепление анодного слоя на пару или в горячей дистиллированной воде.
Отличительной особенностью процесса является большое время принудительного охлаждения. После этого слой анодированного алюминия становится абсолютно невосприимчивым к воздействию агрессивных сред. Только титан спустя несколько десятков лет способен незначительно снизить физические характеристики полученного холодным способом анодированного алюминия.

Покрытие характеризуется исключительной красотой и износостойкостью. У технологии есть только один минус: при повторной окраске можно пользоваться только неорганическими соединениями.
Завершающий этап
Необходимо довести процедуру до конца, поскольку образовавшаяся пленка характеризуется наличием микропор, которые не идут на пользу. Их нужно закрыть, для чего деталь нужно прокипятить в дистиллированной воде также полчаса.
Смотреть галерею
По завершении и при желании деталь можно покрасить или покрыть бесцветным лаком. Хотя металл в процессе приобретает естественный окрас, который зависит от состава обрабатываемой детали. Обычно оттенки могут варьироваться от зеленого до темного, но зачастую получается анодирование алюминия в черный цвет. Чтобы придать детали другой желаемый цвет, деталь погружают в раствор с анилиновыми красителями (10 %).
Как видно, анодирование алюминия можно выполнить и у себя дома, но из всех способов доступен только холодный метод, так как он более безопасен. К тому же особой разницы между видом раствора практически нет (сода или кислота) результат в любом случае будет одинаковый. Главное, придерживаться инструкции.
О меднении
Для окрашивания поверхности предусмотрен гальванический способ. Благодаря медному слою внешне изделие получится более привлекательным. Это объясняет, почему медное гальваническое покрытие используется преимущественно в дизайнерских проектах. Кроме того, слой меди обеспечивает металл высокой электропроводностью. Меднение может быть основным процессом, задача которого – создать поверхностный слой. Также данный гальванический способ используют в качестве промежуточной операции, когда требуется нанести на поверхность другой металлический слой. Например, если нужно выполнить серебрение, хромирование и никелирование.
Анодирование в хромовой кислоте
Хромовая кислота используется, если требуется провести анодирование ответственных алюминиевых деталей и узлов с тонкими стенками или с высокой точностью обработки. Растворение алюминия в хромовой кислоте ниже, чем в серной, снижение усталостной прочности металла ниже – пленка получается тонкой, непрозрачного серого цвета. Максимальная толщина окисной пленки достигает 10 мк., стандартная толщина от 2,5 до 5 мк.
Концентрация хромового ангидрида CrO3 принимается в пределах от 2 до 15% (по массе). Температуру режима в большинстве случаев задают в пределах 25-40С, активное перемешивание раствора электролита не требуется. При анодировании в 10% растворе хромовой кислоты температуру процесса поднимают до 54С при напряжении 30 вольт для обеспечения плотности тока равной 1,2 а/дм2. Для сплавов, содержащих в своем составе медь или цинк напряжение задается в пределах 15-20 вольт при той же плотности тока. При анодировании в электролите низкой концентрации 3-5% (по массе) применяется специальный режим подачи напряжения и процесс проходит циклами. Данный режим используется для обнаружения дефектов поверхности изделия или при формировании подслоя под покраску.
Анодирование в домашних условиях
В современном мире в бытовой сфере используется большое количество металлических предметов, которые используются для различных целей. Каждому их владельцу хочется защитить их появления коррозии, чтобы они прослужили длительный период времени. Для этой цели подходит анодирование в домашних условиях.
Сначала необходимо приготовить раствор. Для этого нужно смешать дистиллированную воду и кислоту в определенной пропорции
С серной кислотой важно обращаться предельно аккуратно, потому что она при попадании в глаза и на кожу может привести к появлению неприятной ситуации
После этого можно подготовить детали из металлов для обработки. Для этой цели используются всевозможные вещества. Они способны очистить их для проведения процедуры.
На последнем этапе домашнего анодирования осуществляется погружения металлических деталей в раствор и подключение электрического тока.
Применение анодированного алюминия
Существует множество сфер использования для достижения абсолютно разных целей. Сейчас рассмотрим их:
Основа для окраски. Защищенное покрытие способно удерживать слой краски продолжительное время. Для этого осуществляется соединение органического покрытия с хромовым анодным. Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок.
Защита от коррозии. Эта защита способна справляться с воздействием даже соленой воды.
В дизайне. Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.
Чистые руки. Нередко алюминий используется для создания перил, рукояток, поручней и прочее. Если он будет без анодного покрытия, то на руках могут оставаться следы. Чтобы это исключить все эти детали анодируют, что позволяет держать руки в чистоте. Для достижения таких результатов поры анодного покрытия наполняются.
Отражение в проекторах. Технология сернокислого анодирования используется для защиты отражателей прожекторов. Это отражение будет сохраняться годами. А если необходимо почистить его поверхность, то для этого нет никаких проблем.
В тепловых отражателях. Используется анодированный алюминий в нагревательных рефлекторах. Поверхность легка к любому очищения. Может использовать в помещениях с повышенной влажностью. Толщина покрытия составляет 1 микрон.
Эффективная борьба с износом и трением. За счет более твердого покрытия значительно снижается износ. В этом случае анодное покрытие может достигать до 60 микрон.
Электрический изолятор. В некоторых типах трансформаторов сегодня принято использовать алюминиевую ленту, в обязательном порядке анодированную. Такое покрытие прекрасно сопротивляется воздействию тепловой энергии.
Анодировать алюминий можно разными способами, по крайней мере, мы упомянем о двух:
Теплое анодирование.
Холодное анодирование.
Рассмотрим важные особенности каждой технологии.
Теплое анодирование
Выполняется эта работа при комнатной температуре от 15 до 20 градусов по Цельсию. Процедура известна как легкоповторяемая. При простых манипуляциях можно получить красивый результат. Однако, данный способ не позволяет достигать прекрасной антикоррозийной защиты. При контакте материала с агрессивной средой, коррозия может проявиться. Также заготовка не будет отличаться хорошей механической защитой. Например, покрытый материал легко поцарапать даже иголкой, а иногда можно стереть и рукой.
Но с другой стороны, это покрытие служит прекрасным основанием для дальнейшей обработки материала. Процесс анодирования проходит в такой последовательности:
Заготовка обезжиривается.
Изделие крепится в подвеске.
В ванне необходимо анодировать заготовку до молочно-мутного оттенка.
После в холодной воде осуществляется процесс промывки.
Далее происходит процесс окраски заготовки. Для этого используется горячий раствор анилинового красителя.
Анодирование в домашних условиях
Самостоятельное анодирование практически всегда осуществляется по холодной методике. Такой же технологии придерживается и большинство компаний, предоставляющих подобные услуги. Холодной методика называется из-за того, что в процессе создания пленки нет нужды в высоких температурах: рабочий диапазон температур колеблется между -10 и +10 градусов по Цельсию.
Достоинства холодного анодирования:
- Поверхностный слой получается достаточно толстым благодаря тому, что скорость роста и растворения оксидной пленки с ее наружной и внутренней стороны различаются.
- Пленка выходит очень прочной.
- Обработанный металл отличается высокой стойкостью к коррозии.
Единственный недостаток методики состоит в сложности дальнейшей окраски металла материалами, основанными на органике. Однако металл, вне зависимости от его характеристик, в любом случае получает окраску естественным образом. Цвет может различаться от оливкового, до черного или сероватого.
Для проведения работ понадобится следующее:
- ванны (алюминиевые емкости для анодирования, а также пара стеклянных или пластиковых – для изготовления растворов);
- алюминиевые соединительные провода;
- источник напряжения на 12 Вольт;
- реостат;
- амперметр.
Приготовление раствора
Как уже говорилось выше, основной электролит для анодирования – серная кислота. Однако вне пределов производственного помещения использование такого электролита опасно. Поэтому в домашних условиях обычно используют соду.
Приготовление раствора:
- Приготавливаем 2 раствора – содовый и соляной. Компоненты засыпаем в емкости с дистиллированной теплой водой в пропорции 1 к 9.
- Хорошо перемешиваем раствор и даем ему настояться.
- Сливаем раствор в другую емкость таким образом, чтобы туда не попал содовый осадок. От чистоты раствора в значительной степени зависит результат анодирования.
Анодирование
Прежде всего, нужно подготовить деталь. Задача подготовительного процесса — очистить, отшлифовать и обезжирить поверхность перед анодированием. Если на изделии не убрать видимые дефекты, полученная пленка не сможет их скрыть, так как ее толщина не превышает 1/20 миллиметра. Прямо перед анодированием смешиваем оба раствора в одной посуде.
Емкость для анодирования должна быть достаточно объемной, чтобы в нее можно было полностью погрузить деталь. Кроме того, деталь должна быть зафиксирована так, чтобы не касаться дна посуды. Для этого можно использовать стойку или любой другой вариант – на личное усмотрение. Также нужно вдумчиво подойти к вопросу крепления детали, так как после анодирования в местах фиксации останутся следы.
Ток подается, по крайней мере, 30 минут. На необходимость завершать анодирование указывает изменение цвета детали. Когда деталь готова, напряжение отключаем, а металл извлекаем из ванночки.
После изъятия тщательно промываем заготовку. Чтобы результат был качественным, на 15 минут кладем металла в марганцевый раствор. Затем вновь промываем деталь сначала в теплой, а затем в холодной воде. Далее высушиваем металл. Если технология не нарушена, изделие приобретет светло-серую тональность. На качественно проделанную работу указывают равномерный цвет поверхности, отсутствие потеков и пятен.
Завершающая стадия анодирования – закрепление пленки. Необходимо закрыть микроскопические поры, имеющиеся в пленочном покрытии. Для этого кладем металл в емкость с дистиллированной водой и кипятим в течение получаса.
По желанию можно также покрасить или отлакировать металлическую поверхность. Лакокрасочный слой наносится методом погружения.
Итак, анодирование алюминия может осуществляться разными способами. Однако лишь холодная обработка металла содовым и соляным растворами доступны в домашних условиях. Также стоит заметить, что при соблюдении технологических требований вне зависимости от вида раствора отсутствует существенная разница в качестве полученных поверхностей.
https://youtube.com/watch?v=kXD_CqarED4
https://youtube.com/watch?v=LjfORdSVjJk
Технология анодирования металла и ее особенности
Привлекательный внешний вид и повышенные свойства прочности металлической поверхности можно достигнуть путем применения специальных электрохимических реакций. Одним из таких способов является анодирование металла, в процессе которого на плоскости образуется защитная оксидная пленка, наделяющая материал дополнительными качествами.
Методика процедуры в домашних условиях
Приступая к самостоятельному анодированию в домашних условиях, необходимо предварительно подготовить все инструменты:
- контейнер для помещения изделия;
- батареи емкостью в 9 в (несколько штук, в зависимости от желаемого результата);
- алюминиевая фольга;
- кабель с хорошей изоляцией;
- раствор электролита;
- клещи.
В качестве экспериментального опыта можно попробовать обработать болты. Толщина готового покрытия – приблизительно 0,05 мм. Изделия необходимо предварительно подготовить. Если были выбраны элементы из нержавеющей стали, заранее обезжирьте их и зашлифуйте.
Приготовьте электролитический раствор. Для этого понадобится серная кислота и дистиллированная вода. Приобрести кислоту для электролита можно в автомагазинах, специализирующихся на ремонте аккумуляторов. Пропорции воды и кислоты должны быть одинаковыми, однако не стоит использовать неразбавленное вещество.
Для того, чтобы получить черный цвет металла, понадобится больше времени, чем для светлого или бронзового результата.
Для начала протравите деталь в щелочи для ее подготовки. После этого поместите деталь в раствор с электролитом и подключите ток
Важно использовать термометр для контроля температуры и следить за тем, чтоб показатели не снижались. Когда уровень достигнет нижних отметок, необходимо закончить процесс. На видео: анодирование в растворе щелочи
На видео: анодирование в растворе щелочи.
Меры предосторожности и технические советы
Для получения анодной пленки самостоятельно важно соблюдать некоторые меры безопасности, которые помогут сохранить здоровье и осуществить процедуру правильно:
- При работе используйте индивидуальные средства защиты кожи – перчатки, маску. Закрывайте глаза защитными очками при необходимости: в процессе получения анодированного металла происходит большая отдача тепла, и раствор может брызгать, попадая на тело.
- Подбирайте контейнер для обработки правильно: это может быть пластиковая емкость или старая эмалированная ванна без сколов.
- После травления изделия, поместите его в чистую воду для того, чтоб успеть подготовиться к следующему этапу.
- Используйте алюминиевые токопроводы для работы: серебро, сталь или детали из меди необходимо подвешивать на специальную планку для того, чтоб вынимать изделия было легче.
- Толщина кабеля должна соответствовать силе тока. Если показатели были подобраны неправильно, твердая вариация процедуры пройдет безуспешно, вследствие чего металл просто растворится.
- Для достижения чёрного цвета стали используют нитрат натрия, детали в растворе выдерживают при температуре от 100 до 140 градусов.
Чтобы получить различные цвета металлов также применяют соляную кислоту, гидросернистый натрий, азотную кислоту, этиловый спирт. При данном анодировании образуется не только оксидная пленка, но и достигается определенная цветовая гамма.
Осуществление процедуры в домашних условиях рекомендуется проводить только после изучения техники безопасности по работе с кислотами. Анодированные поверхности имеют долгий срок эксплуатации и отличаются прочностью и стойкостью к повреждениям.
Статья по теме: Фосфатирование — надежная защита металла от коррозии
Как улучшить сцепление покрытий на алюминии с использованием цинкатного подслоя?
Для улучшения строения цинковой пленки было предложено вводить в цинкатный раствор некоторые дополнительные компоненты -стабилизирующие добавки и добавки, уменьшающие вес пленки на 30-50%. При избытке добавок цинкатные пленки образуются с большим электросопротивлением. Модифицированный раствор впервые был предложен Альтмансбергером.
Рисунок 7 — Влияние вида и продолжительности предварительной обработки на разность потенциалов Al-Zn:1 — органический растворитель, 2 — щелочное обезжиривание, осветление.
Предварительная подготовка поверхности влияет также на вес циинковой пленки при одинаковых условиях обработки алюминия в цинкатном растворе (рисунок 8).
Рисунок 8 — Влияние предварительной подготовки поверхности на вес цинкатной пленки: 1 — обезжиривание в растворе карбонатов и фосфатов, 2 — такое же обезжиривание с последующим травлением в 25% серной кислоте, 4 — цинкатная обработка после химической полировки.
Сопротивление коррозии большинства алюминиевых сплавов, подвергнутых обработке в модифицированном цинкатном растворе и последующему гальваническому покрытию, выше, чем после обработки в обычном цинкатном растворе. Исключение составляют сплавы В95. Иллюстрацией такого положения служат образцы, обработанные в обычном и модифицированном цинкатном растворе, покрытые блестящим и матовым никелем после 300 часов испытаний в брызгах хлорида натрия (рисунок 9).
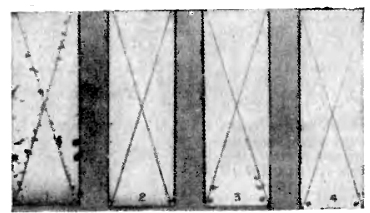
Рисунок 9 — Внешние виды образцов никелированного алюминия после коррозионных испытаний: 1 — АМц, нагартован, обработан в обычном цинкатном растворе, покрыт блестящим никелем, 2 — АМц — нагартован, обработан в модифицированном цинкатном растворе, покрыт блестящим никелем, 3 — Д6, обработан в обычном цинкатном растворе, покрыт матовым никелем, 4 — Д6, обработан в модифицированном цинкатном растворе, покрыт матовым никелем.
Наряду с большими преимуществами концентрированные цинкатные растворы имеют и существенные недостатки. Эти растворы чрезвычайно вязки и извлекаются в значительном количестве выгружаемыми деталями.
В разбавленных модифицированных растворах получаются более легкие, а следовательно, и более тонкие и плотные пленки. Кроме этого, в модифицированных растворах время выдержки в меньшей степени сказывается на весе вытесняемой цинковой пленки. Недостатком разбавленных модифицированных цинкатных растворов является необходимость частой корректировки вследствие небольшого содержания в них цинка. Кроме этого, в таких растворах выше концентрация дорогостоящей сегнетовой соли.
В любом цинкатном растворе необходимо поддерживать определенное соотношение между концентрацией щелочи и окиси цинка. Чем разбавленнее раствор, тем больше должно быть отношение концентрации щелочи и окиси цинка.
На рисунке 10 показана зависимость веса пленки от времени выдержки в различных цинкатных растворах. I — стандартный цинкатный раствор, II-IV — модифицированные растворы, причем их концентрация падает от IIк IV.
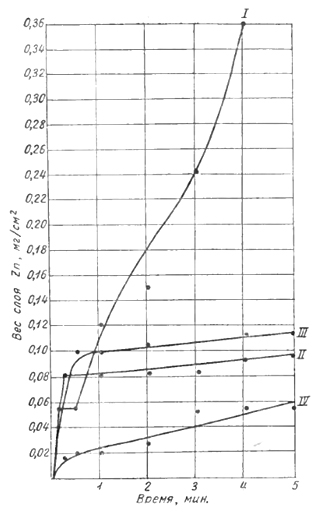
Рисунок 10 — Влияние времени выдержки на вес вытесняемой цинковой пленки в зависимости от состава модифицированного раствора.
Из рисунка 10 видно, что в разбавленных модифицированных растворах получаются более легкие, а следовательно, и более тонкие и плотные пленки. Кроме этого, в модифицированных растворах время выдержки в меньшей степени сказывается на весе вытесняемой цинковой пленки. Недостатком разбавленных модифицированных цинкатных растворов является необходимость частой корректировки вследствие небольшого содержания в них цинка. Кроме этого, в таких растворах выше концентрация дорогостоящей сегнетовой соли.
Цветное анодирование
Суть этого метода заключается в изменении цвета металла. При этом можно выделить 4 основные методики:
- Адсорбция – изделия погружаются в специальную ванну либо в красящий раствор, разогретый до необходимой температуры.
- Электролитическая (черное анодирование алюминия) – изначально получается бесцветная пленка, после чего происходит окунание алюминиевых изделий в кислый солевой раствор. В строительстве широко распространен черный цвет, но можно получить и слегка бронзовый оттенок.
- Интерференционная – методика схожа с электролитической, но при этом создается особенный светоотражающий слой, за счет чего цветовая палитра гораздо больше.
- Интегральная – суть этого метода заключается в смешивании электролита и органических солей.
Как можно понять, цветное анодное оксидирование позволяет приобрести новый оттенок цвета, в зависимости от предпочтений.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия — повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Рейтинг: /5 —
голосов
Органическое окрашивание
Толщина покрытия от 5 до 25 микрон.
Органическое окрашивание – технологический процесс нанесения на анодированную поверхность алюминия различных красителей. Органическое окрашивание позволяет получить более широкий спектр цветов, чем обычное анодирование. Оксидные пленки на алюминии и его сплавах, полученные электрохимическим анодированием, характеризуются высокой адсорбционной способностью. Они хорошо впитывают и удерживают в себе минеральные соли и органические соединения – красители. Органические красители окрашивают пленку, адсорбируясь в ее порах, в основном по внешней их части. Наиболее подходящими для окрашивания органическими красителями являются оксидные пленки, сформированные в сернокислом электролите. Наиболее чистые тона получаются при окрашивании оксидных пленок на алюминии и его сплавах с магнием или марганцем. Литейные сплавы типа силумина образуют при оксидировании темную пятнистую пленку, которую не удается окрашивать в светлые тона и получать однородный цвет. Органическое окрашивание применяется в: автомобильной, судостроительной, авиационной и мебельной промышленности.
Объединение производителей, поставщиков и потребителей алюминия, 2020 Все права защищены
Москва, 123100, Краснопресненская набережная, д.6, эт. 9 (ИНН: 7703401545, ОГРН: 1157700018222) +7 Политика в отношении обработки персональных данных | Правовая информация | Карта сайта
Москва, 123100, Краснопресненская набережная, д.6, эт. 9 (ИНН: 7703401545, ОГРН: 1157700018222) +7 Политика в отношении обработки персональных данных | Правовая информация | Карта сайта
Объединение производителей, поставщиков и потребителей алюминия (Алюминиевая Ассоциация) 2020 Показать больше Все права защищены