Как паять полипропиленовые трубы своими руками: полная пошаговая инструкция
Содержание:
- Преимущества пластиковых труб
- Какие ошибки мастера совершают чаще всего?
- Способы пайки полипропиленовых труб
- Советы для новичков
- Недопай и перепай
- Практический этап пайки и сборки водопровода
- Что такое фитинги и что к ним относится
- Пайка полипропиленовых труб: требование правил безопасности
- Работа и разбор возможных ошибок
- Полипропилен или металлопластик — что лучше для водоснабжения
- Уменьшение риска образования дефектов на стыке труб
- Советы
Преимущества пластиковых труб
Пластиковая продукция получила широкое распространение не только в сфере жилищно-коммунального хозяйства, но и в других областях человеческой деятельности. Множество марок пластика и широкий типоразмерный ряд позволяют каждому мастеру подобрать изделие под свои цели и выбрать способ, как паять пластиковые трубы для водопровода.
Достоинства пластиковых труб:
- в отличие от металлических изделий, не склонны к коррозии;
- химически индифферентны – не взаимодействуют с большинством кислот, щелочей, солевых растворов, продуктов газо- и нефтепереработки;
- биологически устойчивы – в том числе к действию различных микроорганизмов;
- обладают хорошей шумоизоляцией;
- низкий коэффициент теплоотдачи, то есть, отличная теплоизоляция;
- небольшой вес, облегчающий перевозку труб до места назначения, их укладку, последующий ремонт и демонтаж;
- экологическая безопасность – изделия не выделяют в атмосферу вредные вещества;
- простота соединения отдельных элементов в контуры любой сложности и протяжённости;
- возможность использовать продукцию как для скрытой, так и для наружной прокладки;
- долгий срок службы – при соблюдении всех условий эксплуатации составляет 50 лет и более, в зависимости от марки пластика;
- способность выдерживать высокие давления: при температуре 0…10°С максимальное допустимое давление внутри системы составляет 15 бар, при повышенной температуре (до 95°С) – 2 бар.
Изделия достаточно экологичны, вследствие чего могут использоваться в контурах водоснабжения – как холодного, так и горячего – и отопления.
Как спаять пластиковую трубу и как пользоваться паяльником для труб, легко узнать из нашей статьи, процесс не представляет собой сложности и под силу каждому домашнему мастеру.
Какие ошибки мастера совершают чаще всего?
Спешка и отсутствие опыта ведут к тому, что неправильно выполняется даже такой процесс, как пайка полипропиленовых изделий. Опишем самые распространённые проблемы и их особенности.
Чаще всего дефекты на изделиях появляются из-за того, что неправильно размещены соединительные элементы во время пайки. Например, появляются зазоры, когда конструкция не вводится в фитинг до самого конца. Из-за чего уменьшается рабочее давление, толщина стенок. Особенно актуальна проблема для тех, кто сразу после нагрева вводит трубу своими руками в фитинг, не прилагая достаточных усилий.
При этом во время проведения пайки не допускаются и чрезмерные усилия. Иначе появляется другая проблема. Из зазора, по краям которого находятся торец и внутренний упор конструкции, начинают выдавливаться излишки расплавленного материала.
Такие излишки ещё называют «гратом». После чего снижается проходимость рабочего вещества по системе. Соединительный элемент начинает испытывать более серьёзную нагрузку.
- Некоторые не всегда правильно выставляют температуру. Нужная температура составляет – 260 градусов. Отклонения которое допускается – минус\плюс десять градусов. Это значение оптимально для любой разновидности изделий, вне зависимости от диаметра. Главное – чтобы паяльник не перегрелся. Тогда в материале можно будет поддержать необходимый уровень давления. При этом поверхность не должна остыть слишком сильно до того, как все элементы соединятся друг с другом.
- Ещё одна распространённая проблема – неправильно подобранное оборудование. Паяльники нужно выбирать по мощности в зависимости от того, трубу какого диаметра придётся обрабатывать. Например, мощность в 500 Ватт – лучший вариант для 50-миллиметровой конструкции. 1000 Ватт нужно, если обработке подвергается 100-миллиметроый трубопровод.
Видео 6. Ошибки подбора соединительных фитингов для пайки + таблица времени сварки
Как НЕ надо паять полипропиленовые трубы!
Watch this video on YouTube
Советы по выбору аппарата для сварки
Перед покупкой подходящего оборудования рекомендуется обратить внимание на следующие несколько характеристик:
- Изготовитель. От чего зависит стоимость аппарата, качество изготовления.
- Материал, из которого сделано устройство, качество сборки. Без учёта этого фактора паять нельзя.
- Комплектация, дополнительные насадки.
- Мощность. Зависит от того, детали с каким диаметром подвергаются пайке.
Паяльник для труб ПВХ– это инструмент с максимально простым принципом работы. Нагревательный элемент находится в самой середине. Он и отвечает за создание оптимальной температуры во время пайки.
Видео 7. Обзор паяльника для сварки ПВХ
Обзор сварочного аппарата для пластиковых труб Patriot PW 205
Watch this video on YouTube
Процедуру лучше выполнять не одному, а вместе с помощником. Кто то должен управлять инструментом, а другой готовит и ставит на место детали.
О мощности
Оборудование с мощностью от 1,5 до 2 Ватт встречается на рынке чаще всего. Этого может оказаться даже много для тех, кто пользуется инструментом в домашних условиях.
Хватает и 680 Ватт, чтобы решить данную задачу. По крайней мере, для работы с изделиями диаметром 16-63 миллиметра. 850 Ватт – оптимальное решение для ∅ 63-75 мм. Наконец, от 1200 Ватт понадобится для изделий ∅ на 125 миллиметров, так паять будет легче.
Как быть с насадками?
Лучше приобретать большие комплекты. Оптимальный выбор – инструменты с насадками практически для каждого диаметра, по паре штук. Их многие паяльники позволяют одновременно установить две и больше. Но это профессиональные агрегаты, потому они стоят недёшево.
Дополнительные рекомендации
Для 5-сантиметровых и больших диаметров оптимальное решение – применение стыкового соединения. Но этот совет носит характер рекомендации, а не обязательной аксиомы.
К поверхности, чья температура доведена до определённого показателя, подводим раструб, которым снабжён фитинг. После этого переходят к работе с самой трубой
Время выдержки важно соблюдать точно. Видео добавят наглядности рассказу
Главное достоинство данной технологии – в том, что на прямых участках не нужно ставить фитинги. Главное – чтобы срезы у конструкций были максимально ровными. В этом помогут специальные инструменты.
К нагревающим элементам паяльника они подводятся друг к другу, на одну линию, это правило тоже необходимо соблюдать строго. Благодаря этим устройствам легче проводить центрирование, чтобы добиться лучшего результата. На видео отчётливо виден каждый этап.
У некоторых паяльников есть специальные звуковые сигналы, извещающие о начале или о конце какого-либо этапа. Благодаря этому пайка ПВХ труб становится более эффективной.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Советы для новичков

Сталкиваясь, первый раз с такой задачей, как спаять полиэтиленовые изделия, могут возникать трудности. По этой причине, мы из видео и литературы, составили вам список основных советов, которые могут помочь выполнить работы. Итак:
- Обязательно необходимо демонтировать фаску с трубопровода. Если внутри она не снята, то нужно исправить этот момент. В противной ситуации может возникнуть риск задирания материала. Прочность соединения может снизиться при протекании пластика.
- Нельзя проворачивать изделие при вставке его в устройство фитинга. Если не придерживаться данной нормы можно нарушить структуру материала, и способствовать образованию волн.
- Монтаж труб и фитингов нужно производить вплотную, то есть до упора. Особенно остро это требование стоит при работе с алюминиевым армированием.
- Не нужно стремиться почистить насадку, имеющую тефлоновое покрытие, от пластмассовых остатков. Особенно противопоказано выполнять эту работу металлическими приспособлениями. Лучше всего использовать при активном паяльнике грубую ткань.
Вот мы и разобрали все нюансы для выполнения пайки своими руками.
Недопай и перепай
Перепай возникает при передержке деталей на нагревательных накладках. В результате получаем:
- Уменьшение внутреннего диаметра трубы.
- Деформация стыка во время остывания, отклонение трубы от горизонтали или вертикали.
- При попытке зафиксировать соединение руками, детали могут прокручиваться (сильно разогреты, долго остывают, не припаиваются), и в результате пайка может выходить некачественной – течь.
Недопай возникает при недогреве деталей. Результаты недопая также негативны:
- Детали не входят в соединение.
- При повторном нагреве возможны нежелательные деформации деталей, из-за чего могут возникнуть течи.
- При незначительном недопае возникает самая худшая ситуация: детали входят в соединение, но без создания герметичного стыка. При таком недопае труба входит в фитинг, но не плавно, без скольжения, с небольшим натягом.
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.
Что такое фитинги и что к ним относится
Также для пайки потребуются фитинги – специальные приспособления для трубного соединения. По назначению они делятся на такие категории:
- продлевающие;
- разветвительные;
- соединяющие разные по диаметру конструкции;
- присоединяющие краны под воду;
- под установку счетчиков;
- для поворотов;
- для заглушек.
К фитингам относятся такие приспособления:
- муфты – средство, соединяющее две конструкции в виде цилиндра с внутренним диаметром, который одинаковый с наружным;
- переходники – средства для соединения двух труб с разным диаметров в виде цилиндра, оснащенного разным диаметром на концах;
- уголки – применяются для поворотов конструкции. Полипропиленовые конструкции имеют свойство гнуться, благодаря чему их можно повернуть под углом. Чтобы такие повороты не испортили внешний вид коммуникаций, применяется данное приспособление, которое может повернуть трубу от 15 и до 165 градусов. Наиболее распространенные модели – это уголки на 45 и на 90 градусов. Есть экземпляры без резьбы под две конструкции, а есть с резьбой для подключения к металлическим конструкциям или шлангу;
- крестовины и тройники – приспособления под разветвление конструкций. Благодаря им можно совмещать разветвление пластиковых труб и металлических;
- обводы – конструкции разных видов применяются для соединения, которые располагаются вдоль маленького препятствия, иногда оснащаются муфтами на концах;
- прочие виды фитингов.
Пайка полипропиленовых труб: требование правил безопасности
Работа со сварочным устройством для ПП-труб не представляется сложной, тем не менее, на данном технологическом процессе существует риск получения термических и электрических травм, а также имеется возможность отравления сварочными парами.
Перед тем как паять полипропиленовые трубы сварщик должен иметь защитную спецодежду, рукавицы и обувь, а также проверить работоспособность сварочного аппарата: отсутствие видимых повреждений на кабельной линии и корпусе паяльника. На рабочем месте должна быть аптечка с минимальным набором медицинских средств, в том числе от ожогов, бинты и лейкопластырь.
В целях безопасности монтаж выполняется на свободной площадке. Для того, чтобы объединить часть трубы в 1 м, необходим запас площади в 2 м2. При выполнении сварочных работ рабочая зона не должна иметь посторонних предметов, проходы должны быть свободными. Поэтому при сварке сложных конструкций, приходится часто переворачивать трубы, поэтому нужно быть особенно осторожным, чтобы не перевернуть паяльник. Надо знать, что при нагреве ПП-труб формируются ядовитые пары. Для того чтобы их не вдыхать потребуется частое и тщательное проветривание рабочего помещения.
Работа и разбор возможных ошибок
В случае, когда при соединении сантехнических труб с фитингом, она не будет заведена до технологического упора, между ее торцом и фитингом останется свободный промежуток. Тогда на установленном трубопроводе в точке соединения будет обнаружен большой внутренний диаметр трубы и тонкой толщина стенки. Этот трубопроводная зона будет обладать повышенной аварийностью с наименьшим периодом эксплуатации.
Иногда труба тяжело и неплотно садиться на сварочную насадку. По внешнему виду соединение такое соединение будет выглядеть нормально, но, по большому счету, такой фитинг станет слабым, а усилие, возникающее при температурном расширении, способно разорвать его. Кроме того в зоне таком соединении вероятно появляется большой наплыв, который будет дополнительным гидравлическим сопротивлением, затрудняющим беспрепятственное перемещение по трубопроводу жидкости.
Полипропилен или металлопластик — что лучше для водоснабжения
Выбирая материалы для водопровода, рассмотрим достоинства и недостатки данной продукции при использовании по назначению. Чтобы определить что лучше для водопровода — полипропилен или металлопластик, нужно рассмотреть технические характеристики и свойства материалов.
Смотреть видео
Какая труба лучше: ППР, полиэтилен или металлопластик?
Watch this video on YouTube
Исходя из этого можно будет обоснованно принять решение, что лучше выбрать.
Металлопластик
Планируя использовать такой вид продукции, следует учитывать следующие обстоятельства:
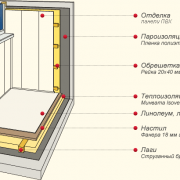
- Внутренняя поверхность металлопластиковых труб изготавливается из сшитого полиэтилена пищевого назначения, что позволяет передавать по ним питьевую воду.
- Следующий слой состоит из клеевого состава, упрочняющего конструкцию.
- Алюминиевая фольга служит как упрочняющим, так и герметизирующим слоем, поскольку ее края при монтаже свариваются лазером. Это также представляет собой кислородную защиту для передаваемой жидкости.
- Далее следует еще один упрочняющий клеевой слой.
- Наружная поверхность защищается толстым слоем полиэтилена.
Благодаря такому устройству изделие становится очень прочным, оставаясь одновременно достаточно пластичным, чтобы можно было формировать маркированные сети любой степени сложности. Срок службы такой системы декларируется изготовителем не менее 50 лет
При этом важно приобрести качественную продукцию известного производителя, подтвержденную сертификатами качества
Одновременно изделия из металлопластика имеют некоторые недостатки, выражающиеся следующими обстоятельствами:
- ограничение по температуре составляет не более 75 градусов, что сужает область их применения;
- максимальное давление водопроводной сети не должно превышать 10 атмосфер, иначе может произойти разгерметизация трубопровода;
- основным недостатком водопроводов из металлопластика является широкое применение резьбовых соединений при монтаже, основным недостатком является необходимость регулярного обслуживании системы на предмет обнаружения с устранением протечек;
- такие разводки не рекомендуется прятать внутри стены, чтобы не пришлось вскрывать поверхность в поисках возможной протечки;
- необходимость в использовании уплотняющих материалов в процессе монтажа сетей.
Полипропиленовые трубы
Но все-таки следует признать более высокую популярность изделий из полипропилена. Причиной тому можно считать следующие обстоятельства:
- В сетях водоснабжения материалы не выделяют вредных веществ.
- Рабочая температура транспортируемой жидкости может составлять до 95 градусов с возможностью кратковременного повышения до 110. Поэтому полипропиленовые трубы для горячего водоснабжения и отопления надежнее металлопластиковых.
Диаметры полипропиленовых труб для водоснабжения позволяют создавать сети с размером в диапазоне от 16 до 110 миллиметров. То есть, их можно прокладывать как на наружных, так и внутренних конструкциях. Гомологический ряд размеров представлен следующими показателями: 10 – 16 – 20 – 25 – 32 – 40 – 50 – 63 – 75 – 90 – 110 миллиметров. Стандартная длина составляет 6 метров.
- Максимальное давление водопровода из полипропилена может составлять до 20 атмосфер.
- При качественно монтаже не происходят протечки жидкости или разгерметизация сети.
- Устойчивость к низким температурам, позволяющая применять при устройстве наружного водопровода открытого вида. Эластичность материала компенсирует изменение объема даже во время замерзания воды.
Но главным преимуществом изделий из такого материала является их значительно более низкая цена по сравнению с другими видами продукции.
К недостаткам полипропиленовых труб относят особенность материала при температуре +140 градусов размягчаться, а при достижении +170 – изделие просто оплывает. При нагревании они способны значительно удлиняться и провисать.
Важно значение для полипропилена имеет качество исходного материала. От этого показателя зависит долговечность, а также надежность изделий
К сожалению, проконтролировать качество в бытовых условиях невозможно.
Смотреть видео
Секреты монтажа полипропиленовых труб. Мастер класс для новичков
Watch this video on YouTube
Что лучше, полипропилен или металлопластик для водопровода – решать пользователю этими системами. И выбор зависит от многих факторов, которые приведены выше, но если кратко подвести итог, то для горячего водопровода идеально подойдет полипропилен, а для холодного водоснабжения – металлопластиковые трубы.
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Советы
Мало не совершать ошибок, нужно еще учитывать хитрости сварки, которые выработались у профессиональных монтажников с годами. Условно их можно разделить на «лайфхаки» по выбору материалов и инструментов, и полезные советы для работы.
Как выбрать трубы:
- Взять за правило, что тонкостенные трубы можно использовать только для холодной воды и декоративных изделий. Для работы с горячей водой стоит выбирать лишь армированные толстостенные. Для вентиляции нужны трубы с маркировкой PHP.
- Изделия со стекловолокном в качестве армирующего слоя универсальны. Они подходят для новичков, которые только учатся пользоваться паяльником, и служат до 50 лет. Не стоит вестись на рассказы консультантов о лучшем качестве труб с алюминием.
- Внешний вид труб тоже может о многом сказать. Если изделие имеет равномерную окраску, ровный круглый срез и гладкие стенки внутри и снаружи – оно качественное. Если окраска идет пятнами, срез не круглый, а стенки шероховатые – изделие подведет в процессе эксплуатации.
- Трубу нужно понюхать. Характерный резкий запах пластика имеют только трубы из низкосортного сырья. Изделие из качественного пропилена почти не пахнет.
- Труба должна входить в фитинг туго и только в горячем состоянии. Если есть зазор между стенками хотя бы в миллиметр – это брак.
- Все комплектующие нужно закупать у одного производителя.
Хитростей сварки и монтажа намного больше. Они приходят с опытом, и у каждого мастера свои приемы. Но есть несколько универсальных советов.
Так, каждый мастер знает, что насадки паяльного аппарата обрабатываются специальным раствором на производстве. Он защищает инструмент от негативных воздействий окружающей среды до начала использования. Защитный слой испаряется при первом включении паяльника с насадками. При испарении появляется характерный запах и легкая копоть. Поэтому нужно первый раз запускать аппарат на улице и дать ему прогреться до полного испарения. Только потом приступать к пайке.
Второй секрет касается обработки труб и паяльника обезжиривающим средством. Лучше выбрать чистый спирт. Он быстро испаряется и не оставляет запаха внутри труб, в отличие от ацетона и растворителя.
Если температура окружающей среды близка к нулю, нужно замедлить остывание соединительного шва. Для этого используют салфетки из теплой ткани.
Протирать детали нужно салфеткой из ткани, которая не оставляет ворса. Внутри насадки паяльника он будет тлеть.
Для двойного контура труб (горячая вода и холодная) предпочтительно расположение горячего контура над холодным. Так не будет образовываться конденсата на трубах. Соединять детали в местах перехода из горизонтали в вертикаль можно только под углом 90 градусов.
Если соблюдать эти рекомендации, монтаж пройдет успешно, а коммуникации из полипропиленовых труб прослужат несколько десятков лет.
О том, как спаять полипропиленовые трубы, смотрите в следующем видео.