Как правильно варить электросваркой
Содержание:
- Назначение инвертора и сферы применения
- Выбор электрода
- Сложности при сварке тонкого металла
- Принцип работы инвертора и его подключение
- Что называется сваркой металла
- Техника ручной дуговой сварки. Как правильно варить сваркой
- Что нужно знать о сварочных работах
- Положение электрода
- Особенности вертикальной сварки
- Дуга при сварке
- Азы электродуговой сварки
- Правила инверторной сварки
- Сварка стали (электрическая, газовая)
- Частые ошибки новичков
- Получение шва
- Полярность прямая и обратная: в чем разница
- Пошаговая инструкция выполнения сварочных работ
- Начинаем варить
Назначение инвертора и сферы применения
В случаях, когда с учетом параметров свариваемого материала требуется особый подход к созданию шовных соединений правильная сварка инвертором зачастую является самым лучшим решением.
Благодаря продуманной и слаженной работе механизмов соединение элементов инверторным аппаратом приобретает все большую востребованность в самых разных направлениях:
- за счет компактности и хорошей транспортабельности оборудования данная технология сваривания активно используется не только в производственных, но и в бытовых условиях, обеспечивая при этом высокий КПД. Даже при отсутствии навыков самоучитель по сварке инвертором позволяет в кратчайшее время освоить технологию;
- разнотипная сварка предоставляет мастерам новые возможности, к числу которых принадлежат форсирование дуги и антизалипание;
- сварочный процесс полностью автоматизирован, что значительно упрощает работу сварщика;
- инверторная сварка эффективно и надежно соединяет материалы разного происхождения, в том числе и разнородные: высоколегированная и нержавеющая сталь, титан, алюминий, медь и другие металлические сплавы.
На объектах разного назначения может выполняться сваривание электрическим инвертором, включая также бытовые условия. Сама технология не требует специального стационарного обучения, уроки сварки инвертором можно посмотреть в интернете.
Выбор электрода
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий. Существуют электроды, предназначенные для сваривания следующих материалов:
- углеродистая сталь;
- легированная сталь;
- высоколегированная сталь;
- нержавейка;
- жаростойкая сталь;
- алюминий;
- чугун.
Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.
Существуют следующие типы покрытия электродов:
- Основной.
- Рутиловый.
- Кислый.
- Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами. Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.
Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
Сложности при сварке тонкого металла
Сразу нужно оговориться и сказать, что тонкий металл — это такой металл, толщина которого от 0,8 до 1,5 мм. Варить металл толщиной менее 0,8 мм обычным электродом нереально.

Однако и с более толстым металлом возникают не менее распространенные проблемы:
- Наплывы — они образуются в результате того, что заготовка начинает проваливаться под собственным весом;
- Прожоги — не менее распространенный дефект, который приводит к появлению дыр в заготовке. В результате этого серьёзно страдает внешний вид изделия;
- Непровары — боясь получить прожог, неопытные сварщики используют слишком малый ток для сварки или чрезмерно быстро перемещают электрод вдоль шва. В результате этого наплавленный металл не успевает смешиваться с основным, что и приводит к возникновению непроваров;
- Деформация заготовок — происходит вследствие перегрева основного металла.
Таким образом, зная все вышеперечисленные ошибки при сварке тонкого металла, можно попытаться не допустить их в дальнейшем.
Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Что нужно знать о сварочных работах
Для самостоятельного обучения важно узнать, как работать с оборудованием, какие инструменты и расходные материалы понадобятся для начинающих. Помимо этого предварительно следует ознакомиться с основами металлических сплавов и различными секретами сварочного процесса
Сегодня в виртуальном пространстве существует множество видео-инструкций, позволяющих сформировать четкое представление о рабочем процессе. Такие уроки помогают научиться быстро разбираться в тонкостях и различных манипуляциях.
Совместная работа с профессиональным сварщиком обеспечивает неплохой объём знаний. В процессе обучения специалист укажет на возможные ошибки, ознакомит с техникой и предложит методы исправления различных дефектов.
Положение электрода
Наука, как правильно сваривать металл электросваркой, говорит о том, что важной составляющей процесса является нужное расположение электрода
Правила сварки металла электродом предусматривают три варианта: угол вперед, назад и прямой. Угол отклонения от вертикали находится в диапазоне 30-60 градусов. При положении «углом вперед» сварщик следует за электродом. Шлак начнет перемещаться к сварочной ванне, накрывая расплавленную часть металла. Небольшое количество шлака вытесняет более тяжелый металл. При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место.
Прямой угол — это вариант того, как держать электрод при сварке в месте, доступ куда затруднен. Шов при этом способе образуется ровный и красивый.
При варианте «углом назад» наблюдается обратная картина. Жидкий шлак отбрасывается назад и находится позади сварочной ванны. Из существующих вариантов следует выбирать такой угол, чтобы жидкий шлак поступал за электродом и покрывал расплавленный металл. Такой вариант обеспечивает глубокую проплавку.
Если соблюдать советы, как правильно держать электрод при сварке, то делать сварку станет легче, а шов будет более качественным.
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
В верхней зоне, как правило, металл плавится быстрее
При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.
Положение сварных швов в пространстве
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Дуга при сварке
Важным моментом при овладении искусством соединять металлические детали является знание, как держать дугу при сварке. Для начала обучения надо выставить на сварочном аппарате ток 120 ампер, поскольку тогда не возникнет проблем с поджигом электрода, не начнется его затухание и будет хорошо контролироваться сварочная ванна.
Чтобы понять, как можно контролировать расстояние между электоратом и поверхностью, величину тока надо постепенно снижать. При снижении тока, чтобы избежать залипания электрода, расстояние следует увеличивать.
Следует учитывать, что при большой дуге разбрызгивание капель будет больше. Поскольку длина электрода постепенно уменьшается, то не следует забывать его опускать для сохранения длины дуги. При недостаточном расстоянии между концом электрода и деталями металл прогреется плохо и получится выпуклый шов с непроплавленными краями.
При слишком большом зазоре начнет происходить «скакание» дуги, что приведет к образованию бесформенного шва. Если зазор будет выбран правильно, то шов будет соответствовать. Оптимальная длина дуги — не более диаметра электрода с покрытием, что приблизительно соответствует трем миллиметрам.
Азы электродуговой сварки
уделяется внимание правильному выполнению этой работы
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании
Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
нужно вставить новый электрод
Правила инверторной сварки
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями, благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения
При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора
На поверхность устройства выведены рукоятки и индикаторы управления:
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+» и «-«).
Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Сварка стали (электрическая, газовая)
Сварка труб отопления из стали предпочтительней резьбового соединения. Этот метод основан на нагревании кромок соединения до температуры плавления. При этом образуется плавильная ванна с расплавленным металлом, в которую подается припой в необходимом количестве. Постепенно продвигаясь, расплавленный металл заполняет швы. После остывания получается монолитное соединение.
Методов сварки стальных труб отопления достаточно много. Мы будем рассматривать только те, которые могут быть применены при монтаже отопления в домах и квартирах. Главный критерий – это мобильность. Ест два основных подхода.
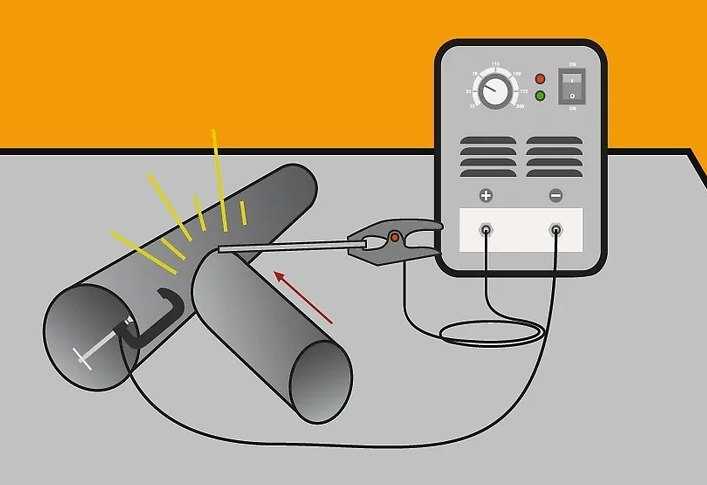
Электрическая дуговая сварка
Электрод ручной дуговой сварки
Суть сварки труб отопления электросваркой заключается в том, что на электрод подается напряжение (обычно плюс, но не обязательно), а к контуру подводится минус. Движение электронов направлено от плюса к минусу. Когда от электрода для сварки труб отопления до рабочей поверхности остается совсем немного (расстояние приблизительно равно его диаметру) возникает электрическая дуга. Она настолько мощная, что плавит металл. С этого момента начинаются отличия. Подача металлической проволоки может выполняться вручную, либо же автоматически. Сварка труб отопления электросваркой бывает:
- ручной;
- полуавтоматической (аргонной).
В обоих случаях процесс плавления проволоки в варочной ванной происходит в газе, который выталкивает кислород и улучшает сплавление металла. Для ручной сварки нужны электроды – это металлический плавящийся стержень в специальной обмазке. При горении обмазки выделяется газ и шлак, которые защищают варочную ванну.
В полуавтоматической сварке из баллона подается аргон. Электрод для сварки труб отопления состоит из вольфрама, температура плавления которого 3000 град. Сварка может быть на постоянном и переменном токе. На переменном варят алюминий. При сварке используют присадочную проволоку, аргоновый стержень выступает в качестве нагревателя, по аналогии с газовой сваркой. Также электросварка труб отопления бывает импульсной и безимпульсной.
Как варить трубы отопления:
- двигать электрод от стенки к стенке, ёлочкой;
- чередовать движения вперед и назад по прямой;
- чередовать движения вперед по прямой и назад по наружному краю. Края каждый раз чередуются.
Важный момент – это формирование корня шва. Также имеет значение расположение электрода относительно рабочей поверхности. Трубу с обратной стороны варят, смотря в зеркальце, такое получается не у каждого. Как видите, тема очень обширная и сварщик должен обладать определенным багажом знаний и, конечно же, опытом.
Газовая сварка металлических труб отопления
Газовый резак
Звук, когда загорается пламя на резаке газовой сварки, нельзя перепутать ни с чем. Это как взлет маленького реактивного самолета. Как сваривать трубы отопления:
- на резак подается из баллона ацитилено-воздушная смесь. У нее очень высокая температура горения;
- вентилями на резаке регулируется подача;
- факел пламени расплавляет металл, создавая варочную ванну, и вручную в нее макается проволока;
- нельзя давать варочной ванне остыть и потихоньку продвигать ее вдоль шва.
Остается вопрос о том, как правильно варить трубы отопления с обратной стороны. При таком методе чтобы заварить стояк со стороны стенки, нужно совершить дополнительную процедуру. На лицевой стороне, в месте соединения, нужно вырезать окошко и через него с внутренней стороны стояка заварить шов. После этого окошко закрывается тем же вырезанным клочком и заваривается. Газовая сварка труб отопления предпочтительней при работе с малыми диаметрами и тонкостенными катушками.
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Получение шва
Отрабатывать навыки этого непростого искусства рекомендуется на толстых кусках металла. При сваривании тонкостенных изделий слишком большая возможность их прожогов.
Чтобы овладеть техникой, как правильно работать сваркой, чтобы получить правильный шов, лучше вначале потренироваться на небольших кусочках ненужного металла. Такая практика позволит получить необходимые навыки того, как делать сварку, чтобы получить хороший результат.
Следует отработать навыки контроля расстояния между кончиком электрода и поверхностью изделия, слежения за состоянием сварной ванночки. Начинающий сварщик научится двигать электродом по выбранной им траектории. Для этого можно взять толстый кусок металла, нарисовать на нем мелом линию, символично изображающую шов, и совершать вдоль нее различные колебательные движения. Классификация швов разделяет их согласно тому, какое положение они занимают.
Сварка в каждой ситуации не будет одинаковой, а имеет свои собственные нюансы. Каждое из положений имеет свое обозначение. Понятие о том, как правильно сваривать, включает знание этих особенностей.
Самым трудным для выполнения является потолочное. Горизонтально расположенный шов находится наверху. Шов в горизонтальном направлении может располагаться в центре или любом другом положении вертикально поставленного изделия. При вертикальном положении и сами детали расположены вертикально.
Полярность прямая и обратная: в чем разница
Полярность в сварке на инверторном аппарате – вещь чрезвычайно важная, в которой нужно разбираться.
Если сварочный ток постоянный, то и движение электронов тоже постоянное. А при таком раскладе почти не бывает разбрызгивания капель и кусочков расплавленного металла, вследствие чего шов выходит аккуратным и высокого качества.
По своей сути полярность – это направление потока электронов, которое зависит от порядка подключения кабелей к двум разным разъемам аппарата. На инверторах есть возможность выбрать вид полярности. Сила тока при сварке также может регулироваться.
Обратная полярность
Виды полярности для сварки.
Это минусовой полюс на металлической заготовке, а плюсовой – на электроде. Ток, таким образом, передвигается от минуса к плюсу, то есть от металла к электроду. Электрод при таком способе довольно сильно нагревается. Способ хорош при сварке тонких металлов так как здесь снижается риск прожога.
Прямая полярность
Здесь наоборот: минусовой полюс находится на электроде, а плюс – на металле заготовки. Ток теперь течет от электрода к свариваемой детали, которая в этом случае греется больше электрода. Так работают с толстыми кромками металлов.
Следует заметить, что полярность всегда указывается в инструкциях на пачках с электродами.
Один из главных «инверторных» вопросов от дебютантов – какая полярность самая оптимальная при сварке инвертором? Ответ зависит от многих критериев, но с точки зрения резки металла полярность должна быть прямой.
Дело в том, что при таком виде полярности расплавленный участок получается глубоким и узким – как раз тем, что нужно при резке.
При обратной полярности все наоборот: зона расплавления небольшой глубины и довольно широкая.
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
Угол наклона стержня должен составлять 70?
Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.. После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений
Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Различные варианты сварочных соединений
Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.
Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.